- 上一篇:高熵合金的塑性变形机理研究
- 下一篇:TiS2纳米晶的制备及其光电性能的研究
3.5 开发环境及语言 31
3.6 软件计算实例 32
4 轧制工艺对带钢出口温度的影响 34
4.1 轧制规程对带钢出口温度的影响 34
4.2 乳化液对带钢出口温度的影响 37
4.2.1 乳化液流量密度对出口温度的影响 37
4.2.2 乳化液温度对带钢出口温度的影响 37
4.2.3 乳化液浓度对带钢出口温度的影响 38
5 避免油烧缺陷产生的措施 39
6 结论 40
致 谢 41
参考文献 42
1 绪论
1.1硅钢产品的特点及工艺
硅钢属于磁性材料中的一种软磁材料,该材料在磁性材料中用量最大,同时具有铁损小、矫顽力小、磁导率和磁感应强度高等优点,广泛的被用于电机,变压器,电器,电子仪器,电力工业。硅钢也具有脆性大、延展性低等缺点,并由于轧制工艺缺陷,乳化液等原因,轧后产品容易出现、梗印条纹、梗印、擦伤、孔洞、锈斑等表面缺陷,这些表面缺陷会严重降低硅钢产品的性能和使用寿命。硅钢可分为热轧和冷轧两种。而热轧硅钢无法连续加工、成材率低、生产过程污染严重、耗电高等缺点,故本课题选择冷轧硅钢工艺。
通常冷轧坯料选用厚度为1.5~6mm的热轧带钢。冷轧的生产常见的圣生产工序有:酸洗、冷轧、脱碳退火、成品退火、剪切、拉伸平整等。具体流程参见图1.1。
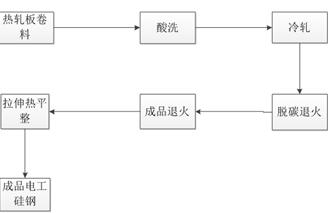
图1.1 硅钢的生产工艺流程
冷轧坯料经过连续酸洗的目的清除氧化铁皮,保证硅钢表面光洁,方便以后进行表面处理。酸洗之后即可轧制,但是为了避免产生加工硬化,当轧件轧到一定厚度时进行退火处理使钢软化。有时为了避免退火后产生黑斑,可进行脱脂工序,将硅钢表面的油脂清洗干净。硅钢进行脱脂后,需在保护气体中进行成品退火,此时退火后的硅钢表面应较为光亮,进行拉伸热平整时,就不必再次酸洗。硅钢平整的目的是为了使表面光洁,厚度均匀,并使性能得到调整。平整之后,可根据定货要求对硅钢进行剪切以得到一定尺寸的产品,最后将剪切后的成品电工硅钢进行包装交货。
1.2冷轧硅钢表面缺陷及硅钢生产现状
硅钢头尾或者硅钢表面板型不佳处容易出现乳化液斑迹缺陷尤其是中浪的低洼处,严重时可连续出现在整个硅钢长度方向。乳化液斑是硅钢冷轧生产中的一种常见表面缺陷,该缺陷严重影响产品的外观质量。硅钢乳化液残产生的原因有乳化液喷射到轧辊辊面后反射弹回,产生硅钢表面沽污;硅钢表面空气吹扫能力不足且又存在漏吹;在可逆轧机次转换时,上一道次残留在入口辊缝处的大量乳化液排走不及时,在下一道次轧制时顺着硅钢流出被卷入卷芯(尤其在最末道次时滞留时间较长)形成乳化液斑[1]。
文献指出,硅钢在轧制卷取过程中,部分乳化液被卷入到卷层之间,严重时可用肉眼看到层与层之间有乳化液被挤出,而从卸卷后到重卷的这段存放时间中,由于带卷的温度较高达到110 ℃ -130℃,且硅钢表面和残留乳化液中存在铁粉,当乳化液随着水分的蒸发,增加了乳化液中各种化学成分的浓度,加速了各种化学反应的进行[2]。最后当各种反应物与硅钢机体形成的锈蚀结合,沉积在硅钢表面形成难以擦除的乳化液斑迹。乳化液残留硅钢表面越多,乳化液污染越严重。轧后滞留时间越长,形成的乳化液斑越严重,乳化液斑的颜色越重。
-
金属纳米晶体铁磁转变温度的热力学研究
-
回火温度对42CrMo钢组织和性能的影响
-
钎焊温度对青铜焊料焊接强度的影响
-
2205双相不锈钢激光复合焊...
-
退火温度对La0.85Mg0.15Ni2....
-
BaTiO3PbTiO3纳米晶体居里转变温度的热力学研究
-
界面条件对BaTiO3纳米晶体...
现代简约美式风格在室内家装中的运用
高警觉工作人群的元情绪...
NFC协议物理层的软件实现+文献综述
浅析中国古代宗法制度
g-C3N4光催化剂的制备和光催化性能研究
C++最短路径算法研究和程序设计
江苏省某高中学生体质现状的调查研究
中国传统元素在游戏角色...
上市公司股权结构对经营绩效的影响研究
巴金《激流三部曲》高觉新的悲剧命运