- 上一篇:钛合金表面等离子电解氧化法制备陶瓷涂层及其摩擦性能
- 下一篇:MoO3纳米结构的制备及其性能研究
304不锈钢是食品级铬-镍不锈钢,耐蚀性强,耐热性好,低温强度大,机械特性好,无热处理硬化,热加工性和可焊性高[2]。
奥氏体不锈钢的线性膨胀系数大于碳钢,焊接时有弹塑性应力应变,但其韧性、塑性好,冷裂纹很少[3];虽然加工硬化能力强,但焊接接头无淬火硬化,所以,因焊接热影响而软化的部分,抗拉强度并不低。304不锈钢有热胀冷缩,所以其焊接问题主要是热裂纹和焊接变形。
而激光焊的优点之一为焊后变形量小,同时其能量转换效率低,故通过调整参数限制线能量的输入可有效减少或抑制焊接热裂纹的产生,因此激光焊接304不锈钢应用前景广泛,存在一定研究价值。所以本文开展了304不锈钢的的激光对接焊接工艺研究,通过对不同焊接工艺的焊缝成形、组织与力学性能的分析,为进一步研究304不锈钢的光纤激光焊接方法提供了理论参考和实践经验。
1.2 激光焊的研究发展
1.2.1 激光焊接技术
激光焊接方法高效精密,是一种重要的激光材料加工技术。激光焊接是用高能激光脉冲在材料表面小面积局部加热,通过热传导使激光辐射在材料的内部扩散,激光脉冲的宽度,能量,峰值功率等参数可控,即能够通过控制这些参数来熔化工件,形成特定的熔池[4]。其焊接示意图如图1.1所示:
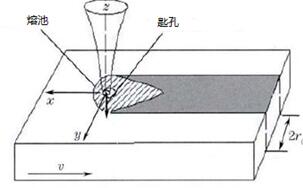
图1.1激光焊接示意图
1.2.2 激光焊接特点
激光焊接,作为一种高能束焊接方法,其束斑直径小,冷却速度快,因而其热影响区窄;焊接热应力小,变形小,无需焊后热处理,同时也由于激光束直径小,因而对焊的焊接接头的配合要求较高[5]。相比于电弧焊,激光焊焊接以激光为热源,一方面可以加热非金属材料,有更广阔的应用范围;另一方面其能量利用率受材料的吸收率的限制,往往难以提高。相比于电子束焊,激光可在空气中传播,且衰减较小,不需要隔绝空气的真空室,同时激光可以穿过玻璃等透明物体,因而可以用于焊接玻璃密封的有毒材料[6]。
1.2.3 国内外激光焊的研究进展
1.3 研究课题的目标、内容
1.3.1 课题研究的目标
以国内外现有的激光焊接304不锈钢的研究成果为背景,针对焊接过程中焊接缺陷、产生气孔等问题,研究激光焊接304不锈钢材料的焊接性、成型情况,突破焊缝金属的合金化,限制焊接线能量等关键技术,形成优质高强度焊接接头样件。
1.3.2 课题研究的内容
(1)光纤激光对接焊接304不锈钢的工艺研究;
(2)优化激光焊接304不锈钢工艺试验参数;
(3)观察焊接接头宏观形貌,分析不同研究工艺下焊接接头的质量;
(4)焊接试样的力学性能及微观组织分析;
(5)结合焊接过程出现的问题及以上分析结果提出改进措施。
-
TiAl基合金/奥氏体不锈钢钎...
-
304L不锈钢T型接头焊接应力的超声波技术评价
-
不锈钢激光+MIG复合焊工艺研究
-
低合金钢T型接头激光+MIG复合焊工艺研究
-
铜合金表面等离子喷涂C...
-
4mm厚的NZ30K稀土镁合金激光...
-
钛合金与不锈钢的激光焊工艺研究
江苏省某高中学生体质现状的调查研究
NFC协议物理层的软件实现+文献综述
巴金《激流三部曲》高觉新的悲剧命运
C++最短路径算法研究和程序设计
上市公司股权结构对经营绩效的影响研究
高警觉工作人群的元情绪...
现代简约美式风格在室内家装中的运用
g-C3N4光催化剂的制备和光催化性能研究
中国传统元素在游戏角色...
浅析中国古代宗法制度