气动综合实验系统的设计与开发+CAD图纸(4)
2.个人电脑为标配型,所选通信接口型号为RS-232C,主要用来键入PLC程序,根据实际需求来编写相应的程序。来*自-优=尔,论:文+网www.youerw.com
3.PLC采用三菱 FX2N-48MR。就可编程控制器而言,不管是输入、输出,还是电源端都被置于模块的面板孔上,这样做的目的是便于学生连接。PLC根据传感器发送来的相关信息对机械手进行管制。
依照机械手硬件所具备的功能特性将其划分为悬臂、底座等多个部分,而处于可控范围之内的则是气抓、手臂、悬臂这3个器件。其中,机械气动回路由五个气缸组成,并通过五个三位四通双控的电磁阀进行带动。关于机械手各个构件及具体位置详情可参考下图2-1:
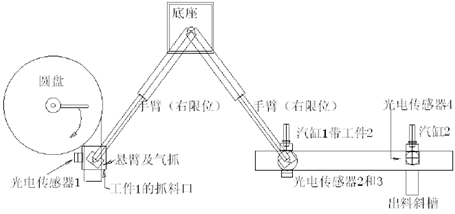
图2-1 教学型机械手主要部件及对应位置
2。2 教学型机械手的工艺流程和定位要求
机械手处于工作状态时,首先电磁阀会接收到PLC信号;气控阀接收输出的气信号,在成功接收之后就会将动力传送至气缸;气缸就会被启动,在满足标准行程之后,与机械阀相接触;然后机械阀就会将气信号传送给气电继电器;机械手的控制系统收到气电继电器的电信号;根据气缸到位的实际状况,PLC判断是否要继续操作。
定位模式的要求:
抓料口首先会接收到圆盘发送来的工件,机械手的悬臂就会伸出气爪并松开手臂保持下降状态延迟1秒,气爪在紧抓工件时也会延迟1秒。手臂上升的同时,悬臂就会自动收回,机械手左旋至左限位,悬臂伸出而手臂呈下降状态,工件1孔的位置出现了偏差。气爪经旋转之后,工件1孔的位置没有出现错误,延迟1秒之后气爪放松。对于机械手来说,它的手臂会先上升,接着气爪就会紧抓工件,然后悬臂就会马上缩回,此时的机械手就会保持右摆形式返回至原始位置;在手臂上升的过程中,工件2就会以最快的速度进入工件1孔中,延迟1秒,随后在皮带的驱动下,装配完成的工件就会被传输至出料槽。