-
冲压特点小孔冲压时,由于冲压的孔径小于或等于料厚,加之模具结构的不同,使其具有如下特点。
- 上一篇:酒店业务管理信息系统文献综述和参考文献
- 下一篇:专利知识产权保护文献综述和参考文献
1)冲压过程有别于普通冲压。冲压过程如图2.1所示,采用小间隙,冲得的孑L壁光洁,边缘无毛刺。
2)小孔冲压冲出孔的质量高、尺寸精度好。孔深工件比d/t愈小,冲出的孔的粗糙度值愈小。机构上用作活动联接和刚性联接的孔如果适用于小孔冲压,就不需再进行其他精加工。小孔冲压时,在孔的周围预先施加的压力宜大,使材料处于三向受压状态,在冲出孔的周围不出现毛刺,甚至在凸模和凹模变纯的情况下,孑L边也不产生毛刺。孔的精度决定于凸模,只有凸模磨损后才产生孔径的改变。按经验统计,在2000—5000冲次凸模磨损量约为0.01一0.02mm。41671
3)小孔冲压时孔边距不能过小。小孔冲压对于孔与外形的距离有一定要求,如果孔边距过小就会引起冲孔时材料向外形涨出,这样造成凸模受力不均匀,容易挠曲甚至折断。一般情况下,当孔边距为4d时,就可避免外廓变形。当孔边距小于4d时,为了保护凸模,在结构上需要采用专用的挡板结构限制工件外廓变形。论文网
4)冲压的废料厚度小。小孔冲压的废料厚度比普通冲压小得多,这是由于冲压开始阶段,材料被急剧压缩而挤向孔的周围。如图2.1所示,材料厚度7mm,废料厚度仅为4.4mm。
5)卸料力大。卸料是小孔冲压的重要环节。细小的凸模往往能承受巨大的冲压力,却在卸料时断裂。原因如下。
(1)由于间隙太小,材料回弹将凸模夹紧,甚至“焊牢”。
(2)冲件外廓的单面变形产生不均匀的横向力,使凸模弯曲。
(3)孔冲穿后,压力机机身回弹产生的横向力,使凸模弯曲。凸模表面粗糙度与纹路方向对卸料力影响很大。横向纹路的“沟槽影响”不利于卸料。提高凸模表面粗糙度将大大降低卸料力。
卸料力一般按冲压力的10%一15%计算【1】【10】。
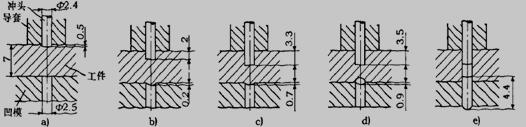
图2.1小孔冲压过程
2 排样设计
对汽车结构件的工艺性、冲压工艺、工艺方案以及排样设计方案等作了详细分析,并介绍了模具的结构形式、模具关键零件的设计要点以及制造工艺。实现了大型多工位自动冲的精密级进模的设计开发与制造。替代了原多工序单冲模具,生产效率提高3.5倍以上,减小了劳动强度。从优化排样人手,采用特定的冲压工艺保证了产品的面空间位置精度(±0.3 mm)、平面上的孔位置精度(±0.3μun)和直角度精度(0.6以下)。模具制造精度达0.002 mm,提高r模具寿命。实践证明,模具结构合理、可靠,能保证产品质量,对此类零件的级进模设计有参考价值【2】【9】。
3冷冲压模的耐磨涂层种类及其应用范围
冷冲压是获得零件的最先进方法之一。它广泛应用于机器制造、仪表制造、电子和五金等工业部门。利用冷冲压的经济效益在很大程度上取决于模具的价格,而模具价格主要由其耐用度所决定。模具的耐用度高是模具车间获得利润的主要条件。并在很大程度上决定冲压制品的成本和质量。模具的最初费用约为产品总成本的15%.而在某些工厂将达到25%。若考虑到使用过程中模具的管理和修理费用,则这百分比还要高。模具耐用度低将引起生产成本的显著提高.例如,经常要更换模具,将造成设备经常停歇,使重调设备的费用增加。冷冲压模是在高交变载荷的条件下工作的,一般失效原因是脆性破坏、低周疲劳,以及因压溃和磨损引起的形状和尺寸变化。模具的任何一种故障倾向首先与模具材料的物理机械性能有关。模具的种类不同,使用条件不同,其承受的载荷特征亦不同。为了抵抗这些载荷,模具材料应该有高的完整一套性能指标。但是,能保证模具工作表面承受多种载荷特征的通用模具材料,至今尚未建立。模具材料对一定的工作条件已专门化,也就是已有不同的主要性能【3】。