DEFORM轻量化药筒热挤压成形仿真研究(3)
1.2 相关情况综述
1.2.1 挤压技术特点及分类
挤压是加工方法是利用金属材料塑性变形的原理,对模具中的金属锭坯施加强大的压力作用,使其发生塑形变形从挤压模具的模口中流出,或充满凸、凹模型腔,从而获得所需要形状与尺寸制品的塑形成形方法。
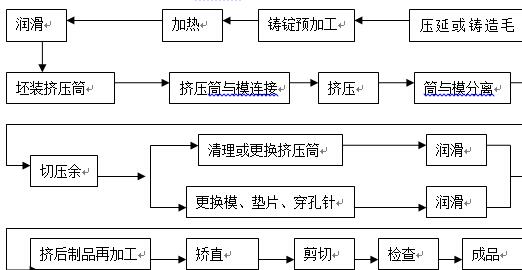
图1.1 一般挤压工艺流程图
挤压具有以下特点[ ]:
1)三向应力状态,能充分提高金属坯料塑形。
2)挤压件的力学性能得到增强,挤压件内部的纤文组织连续,不易被切断,分布于挤压变形畸变一致。
3)对横截面形状复杂、变径断面件、具有深孔结构以及薄壁件有很强的适应性。
4)显著降低原材料的消耗,提高材料利用率、生产率高:生产方便灵活,降低零件的生产成本。
5)减少工序,少切屑,材料利用率大,获得较高的尺寸精度和较小的表面粗糙度值的零件。
挤压的分类有多种,根据金属流和凸模运动相对方向可分为正挤压、反挤压、复合挤压和径向挤压三种;根据挤压时金属坯料所处的温度不同,可分为热挤压、温挤压和冷挤压三种。
图1.2 各种挤压方式挤压工作示意图
1)热挤压。挤压变形温度高于金属材料的再结晶温度。热挤压成形的周期短,生产效率高,由于挤压过程在高温中进行,金属挤压变形抗力小,塑形较好,允许每次变形较大,但产品的尺寸精度较低,表面较粗糙。使用与有色和黑色金属等各种材料。
2)冷挤压。变形温度低于材料的再结晶温度的挤压工艺。冷挤压应用广泛,挤压制品表面质量好,粗糙度精度高,可达IT8~IT9,表面粗糙Ra度为3.2 ~0.4 ,产品内部组织为加工硬化,提高了产品的强度,但挤压的变形抗力比热挤压大得多大,被挤压金属不能进行大变形,模具寿命有限。
3)温挤压。将坯料加热到再结晶温度以下高于室温的某个适合温度下进行挤压的方法,介于热挤压和冷挤压之间。其挤压制品质量和挤压设备要求都介于热挤和冷挤之间。
4)旋压。旋压是一种无切削或少切削的压力加工方式,工艺简便,多用于大口径武器或炮弹,效率低,主要有以下特点[ ]:
a) 旋压时,坯料发生塑形变形,受力状态好,每一瞬间产生塑形变形的区域小,由于逐点受压变形,故显示出较高的塑形和达到比较高的变形比。适于塑形高易于变形的金属材料。
b) 对所有塑形金属坯料壁厚在0.1mm~150mm的回转体零件均可进行旋压。单位压力高,变形比大,消耗功率小。且材料处于三向变形状态,不但适用于各种锻、焊、离心铸造等金属领结,而且对钛、钼、钨等低塑形难熔金属和超高强度合金。
c) 材料利用率高,产品成本低。
d) 旋压属于冷成型,硬化效应使得变形金属的金相组织晶粒变细拉长,提高了零件的强度和硬度。
e) 旋压加工有自检作用、表面粗糙度值低,适用于薄壁高强度、高精度及径长比大的零件。
弹壳成形的方法一般有冷挤压、旋压、热挤压三种。冷挤压应用广泛,冷挤压制品表面质量好,粗糙度精度高但挤压的变形抗力大,被挤压金属不能进行大变形,模具寿命有限。旋压则多是用于大口径武器或炮弹,它的效率低。热挤压成形的周期短,生产效率高,由于挤压过程在高温中进行,金属挤压变抗力小,能达到要求。
1.2.2 挤压技术的发展史
挤压技术在金属塑形加工领域出现得较晚,挤压技术和理论的发展如图1.3和图1.4所示。