美工刀体注射模CAD设计(2)
目前我国塑料模具的生产厂家约有三万多家,模具行业从业人口达到八十多万,江浙沪一带和广东、安徽等地为模具主要生产中心。注塑模具的生产给我们带来了极大的便利,由于其有成本低廉、抗腐蚀能力强、可塑性强、还可用于制备燃料油和燃料气,降低原油消耗等无可替代的优点,所以注塑模具在模具生产中的比例逐渐提高并且在质和量方面都有了较快的发展[2],市场前景可观。
随着近几年的发展,塑料模具有了新的发展趋势,国内市场更重视开发阶段,大力提高注射模具开发能力。注射模具的制造也随着加工水平的提高实现了从依靠钳工技艺到依靠现代技术的转变。注射模的设计迅速向信息化靠近,突破了以往单靠CAD/CAM技术应用的封闭制造环境,越来越多的现代模具企业都开始采用CAE、PDM、CIMS等技术和虚拟网络技术以实现信息化的现代管理体系。注塑模具必然会随着社会的进一步发展向更广阔的领域进军,拓宽市场,提高国际竞争力。
1.2 本文研究内容
本文主要根据美工刀外壳的实物完成实物测绘和尺寸设计以及加工该塑料件的注塑模具结构的设计,其主要结构要求如下:
①美工刀的分型面为平面,浇口位置位于零件侧面分型线上;
②模具满足一模两腔结构,一件模具同时加工两个零件;
③在模具开模的同时完成成型零件的抽芯动作。
本文主要分为三个部分,分别为模具基本结构和注塑机的确定,模具结构的详细设计和仿真分析。从根据已有的粗略尺寸初步选定模具大致尺寸和注塑机型号,到利用仿真软件moldflow对所设计塑料件进行各个系统的仿真优化模具结构,最后根据各个零件相互之间的联系和制约逐步确定每个零件的精确尺寸,完成模具装配图的设计。接下来的内容就分别讲述三部分的设计过程。
2 模具基本结构和注塑机的选取
2.1 模具基本结构的设计
2.1.1 塑料件材料的选取
如图2.1所示为塑料件的结构,要求零件有高强度,表面光滑,刚性良好。由于ABS材料具有制品强度高、刚性好,硬度、耐冲击性、制品表面光泽性好,耐磨性好等优越的综合性能,并且有优良的成型加工性,尺寸稳定性好,着色性能、电镀性能是所有塑料中最好的[3],所以本设计采用ABS为制作塑件的材料。ABS俗称超不碎胶,可以看做是PB(聚丁二烯)、BS(丁苯橡胶)、PBA(丁腈橡胶)分散于AS(丙烯腈-苯乙烯的共聚物)或PS(聚苯乙烯)中的一种多组分聚合物。该材料的收缩率在0.4%~0.7%之间,选取常用数值0.5%。
ABS材料具有吸湿性,在注塑加工之前必须进行干燥处理,保持在80~90℃的干燥条件下至少干燥2小时。采用ABS材料设计注塑模具需要采用较高的料温与模温,选用245℃的料筒温度和40~90℃的模具温度,防止温度过低影响塑件光滑度,浇注系统的流动阻力要小,选取56~176℃的注射压力和中高速注射速度。
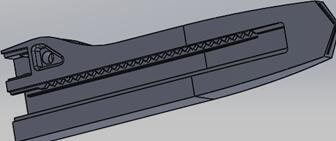
图2.1 塑料件结构
2.1.2 设计排位图
对于同一件产品,要求浇口在同一位置,同时又要考虑到平衡式浇注的问题,需要保证采用一模两腔时,塑料材料对各型腔进行填充的起始时间基本相同,所以作出如下排位图。
图2.2 平衡浇注排位图
上一篇:汽车转向器质量分析于设计
下一篇:简易太阳能追踪装置设计+文献综述